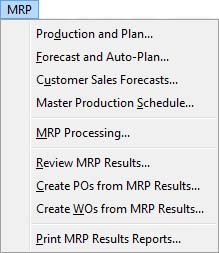
– MRP Menu
![]() Reference Contents > MRP Planning, Processing and Results > – MRP Menu
Reference Contents > MRP Planning, Processing and Results > – MRP Menu
See below for How Material Requirements Planning Works.
The Material Requirements Planning menu provides access to both processing and results functions.
![]() NOTE: MRP functions are not available to those who only have licensed the Inventory version of the program.
NOTE: MRP functions are not available to those who only have licensed the Inventory version of the program.
|
Line |
Function |
Keys |
|---|---|---|
|
Production and Plan |
Provides access to production plan maintenance on which MRP demand can be based. This function opens the Production Plan Maintenance window. |
|
|
Forecast and Auto-Plan |
To create a demand forecast from which a production plan can be generated using an auto-plan feature. This function opens the Forecast and Auto-Plan window. |
|
|
Customer Sales Forecasts |
To create a customer-based sales forecast from which a production plan can be generated using an auto-plan feature. This function opens the Customer Sales Forecast window. |
|
|
Master Production Schedule |
Provides a Master Production Schedule list of all demand that an MRP run will recognize. This function opens the Master Production Schedule window. |
|
|
MRP Processing |
To process Materials Requirement Planning. This function opens the MRP Run Demand Selection and Options window. |
|
|
Review MRP Results |
Provides a review listing of MRP results specific either to parts, active date, adjustment code or MRP reference. This function opens the Review MRP Results window. |
|
|
Create POs from MRP Results |
Produces a list of recommended PO items produced by MRP. Using this feature you can automatically create POs and if required, print. This function opens the MRP Purchase Order Recommendations window. |
|
|
Create WOs from MRP Results |
Produces a list of recommended WOs produced by MRP. Using this feature you can automatically create WOs and if required, print and kit them. This function opens the MRP Work Order Recommendations window. |
|
|
Print MRP Results Reports |
To print a full report listing of MRP results. You will be presented with a selection window. This function opens the MRP Results Report Selection window with MRP Results Selection the subwindow. |
|
How Material Requirements Planning Works
Material Requirements Planning is a forecasting process that uses Parts, Inventory, Bill of Materials, Purchase, Sales and Works Orders, Jobs, Production Plans and Calendar data to balance supply with demand for the manufacturing process and purchasing. For it to give accurate results, it must view all data at one particular point. There are no restrictions on running MRP while other users are active in the data file. However, changes made to any of the above data while MRP is processing can lead to inaccurate results. The best policy is to run MRP outside normal business hours.
MRP Processing is a batch operation in that it is run at one time and creates a set of results that are available for review afterwards. These results provide a forecast of inventory movements that are expected to take place in the future. It seeks to balance supply with demand and makes recommendations for Purchase and Work Orders for parts where there is insufficient inventory or other supply.
Each part seen by MRP Processing must have a Lead Time and any assembly will have a Bill of Materials which combined gives a structure time line. The lead time is expressed in working days. If it is a parent part the lead time will be the number of days taken to manufacture a batch – from kitting to receiving the completed parents into inventory. If it is a purchased part, the lead time will be the number of working days it takes to order and receive the part from a supplier.

MRP schedules a time line for each part and, after assessing whether there is sufficient stock on the dates when it is needed, may recommend an order to satisfy the demand.
MRP uses a number of part parameters to determine when it should recommend orders. They are as follows:
Lead Time: The number of working days between ordering the Part and receiving it into stock. This should include all the time necessary to process the order and receipt on the system. Days are working days, that are active in the Buy or Make Calendar.
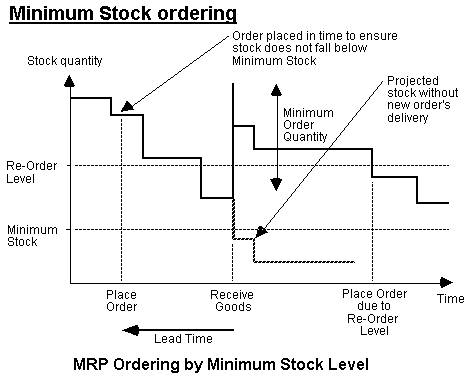
Re-Order Level: The quantity below which MRP will recommend re-ordering. It is, in effect, a trigger quantity which will cause an order recommendation. As a consequence, MRP, given a sufficient period of forecasting and reasonable other planning values, will seek to finish the forecast period with the inventory quantity at the Re-Order Level. It is important to choose this value with care. Excessively high Re-Order Levels will have significant stock value implications.

![]() TIP: When operating on MRP recommendations, think of Re-Order Level as a Typical Stock Level.
TIP: When operating on MRP recommendations, think of Re-Order Level as a Typical Stock Level.
Minimum Stock Level: The quantity of the Part that should always remain in stock at any time. MRP plans to receive stock from orders in sufficient time to prevent the predicted stock quantity falling below Minimum Stock.
![]() TIP: When operating on MRP recommendations, think of Minimum Stock as a Safety Stock Level.
TIP: When operating on MRP recommendations, think of Minimum Stock as a Safety Stock Level.
Minimum Order Quantity: This is the standard order quantity that MRP will suggest, rounded-up by the Lot Size. MRP may suggest more, if, at the time in question, the resultant stock quantity will be below the Re-Order Level. However, MRP will never suggest an order quantity of less than the Minimum Order Quantity. A Minimum Order Level of zero will result in MRP suggesting orders that exactly meet demand on a Just-In-Time basis.
Lot Size: The value entered here, if greater than zero, is used to round the recommended order quantity. For example, with a Minimum order quantity of 100 and a Lot Size of 25, MRP will recommend orders of either 100, 125, 150, 175, . . . , depending on demand.
Treatment of Purchase Order Kits
There are circumstances where you may buy a product from a supplier that comes as a kit or can be broken down into a kit. If all the components are used in different assemblies or are sold separately, then the kit components must be stocked as individual parts in the system. For example, you may buy a door lock assembly comprising a lock and striker plate. The lock is a component of your door assembly and the striker plate is a component of your frame assembly. In this case, the lock assembly, lock and striker plate need to be separate parts with the lock assembly being a BoM parent with the lock and striker plate as it’s components.
The purchasing system can handle such a circumstance if the parent is set to be a ‘P’hantom type. When such a phantom assembly is placed on a PO, it is known as a PO Kit and is treated as though it’s components were on order rather than the parent itself. When received, the components are received. When costed, the cost of the parent kit is distributed across the components of the kit.
![]() NOTE: Phantom type parents are only costed in this manner if there is a purchase part record for the parent. And the components included in the distribution are only those marked as For supplies of the part MRP will order PO Kits.
NOTE: Phantom type parents are only costed in this manner if there is a purchase part record for the parent. And the components included in the distribution are only those marked as For supplies of the part MRP will order PO Kits.
![]() TIP: A PO Kit can be multi-level (kits within kits) and in such cases the net components are treated as it’s kit.
TIP: A PO Kit can be multi-level (kits within kits) and in such cases the net components are treated as it’s kit.
With such PO Kits, MRP has to handle them in a non-standard way. It can not simply look at demand for the components alone. It must seek to normalise the demand on the components into a net demand for the parent kit which will be purchased. Normally, with simple PO Kits (such as the lock assembly in the example above) you would expect demand on all components to drive the supply of the kit. However, there are circumstances where you do not want demand for one of the components to force supply of the kit. For example, if the lock assembly always came with 4 bolts that were standard bolts in your inventory and used in many assemblies, you would not want to have to buy lock assemblies to meet your needs for bolts! To accommodate this there is a For supplies of the part MRP will order PO Kits (see Part Maintenance – Planning Tab) attribute of a part that should be checked for all parts where demand is exclusively reflected in the supply of the PO kit. So for the example previously given, the lock and striker plate parts would have this attribute checked but the bolt part would not.
MRP treats PO kits and their components differently to other parts:
- When a phantom part is on a Purchase Order or Request For Quotation it’s kit components are considered to be on order and the MRP reference will show K999999 or L999999 (for RFQ) where 999999 is the PO or RFQ number (normal parts have P or R references).
- The consolidation of component demand into the supply of PO kits is carried out as a concluding process at the end of the MRP run.
- It can be switched off for ‘what-if’ purposes using the Do Not Consolidate into PO Kits control on the MRP Run Options tab.
- PO Kit assemblies are only recognised as such if they are ‘P’hantom type parts with a purchase part record.
- Only components with the For supplies of the part MRP will order PO Kits part attribute checked load the supply of the PO kit. Components with this attribute un-checked will be supplied by the PO kit but any excess demand will be met by direct purchase recommendations for the part itself.
- If there are no components with the For supplies of the part MRP will order PO Kits part attribute checked no planning for PO kits will take place.
- In the MRP Results, PO kits will not show any start quantities and will not be subject to normal MRP analysis. The results are created from the analysis of components.
- MRP recommended purchase of the parent will show a reference starting with ‘M’ followed by the preferred supplier code and will show both order quantity and delivered quantity.
- Subsequent delivery of components will show with a ‘K’ reference and only a MRP delivery quantity value.
- The PO kit will show any Adjustments and not the components, even though the effect of the adjustments are shown in the component quantities.
- Components not checked as For supplies of the part MRP will order PO Kits will show order recommendations where the PO kit does not meet the component’s needs.
- Planning quantities of the components will drive the demand for the PO kit parents, so you should take care to make these appropriate to their circumstances.
- Planning quantities for the PO kit parents are substantially irrelevant. However, Yield and Lead Time are taken into account when calculating the order quantity and date.
- If the component is Bulk Issue, planning for it is still included regardless of the Ignore Bulk Issue parts in dependant demand MRP run option.
- The Lead Time for all components and the parent should be the same for MRP to sensibly schedule.
- In the circumstance where you have the same component in more than one PO kit, it should not normally have the For supplies of the part MRP will order PO Kits attribute checked. If it does, the first kit encountered (in PTMSEQ order) will be forced to satisfy demand for it, and subsequent kits will also supply it. This may mean excess supply of the common component and other kit components.
![]() WARNING: You may encounter component quantity rounding errors. For example, you may buy circuit boards that are made up as three boards per sheet. The component has a BoM quantity of 3.000 for the PO Kit. When 1.000 component is needed, MRP correctly concludes that 0.333 parents (all quantities are rounded to 3dp). MRP then says: I am ordering 0.333 parents which will yield 0.999 components and as 1.000 is needed, we need to order 0.001 of the component to make up the difference. The result is logical all-be-it not too helpful. It is the consequence of the consolidation process of MRP in that demand is assessed before consolidated demand is netted into supply and at each stage intermediate quantities are rounded to 3dp.
WARNING: You may encounter component quantity rounding errors. For example, you may buy circuit boards that are made up as three boards per sheet. The component has a BoM quantity of 3.000 for the PO Kit. When 1.000 component is needed, MRP correctly concludes that 0.333 parents (all quantities are rounded to 3dp). MRP then says: I am ordering 0.333 parents which will yield 0.999 components and as 1.000 is needed, we need to order 0.001 of the component to make up the difference. The result is logical all-be-it not too helpful. It is the consequence of the consolidation process of MRP in that demand is assessed before consolidated demand is netted into supply and at each stage intermediate quantities are rounded to 3dp.
Compiled in Program Version 5.10. Help data last modified 4 Jun 2012 04:48:00.00. Class mMrp last modified 18 Apr 2012 12:39:44.
![]() Reference Contents > MRP Planning, Processing and Results > – MRP Menu
Reference Contents > MRP Planning, Processing and Results > – MRP Menu