Process Route Maintenance
![]() Reference Contents > Process Routes > Process Route Maintenance
Reference Contents > Process Routes > Process Route Maintenance
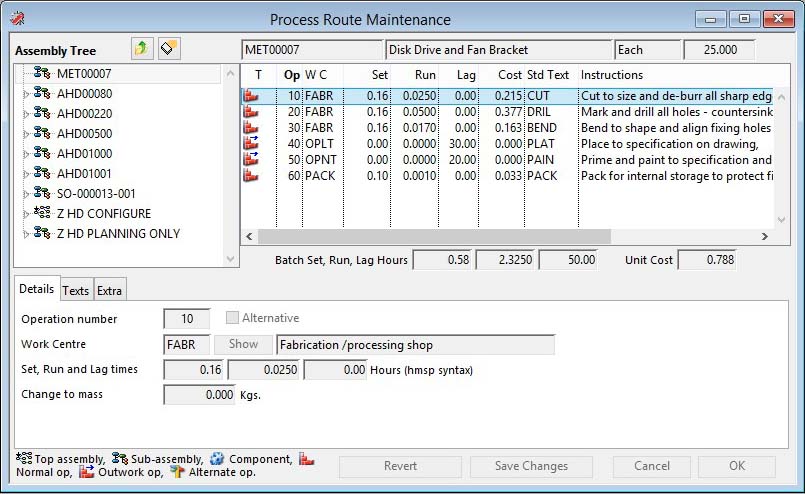
The Process Route Maintenance window is used in conjunction with the Process Routes Menu.
It contains an assembly tree list that can be populated using drag and drop from the parts ScratchPad or directly by using the Select Parent function on the Route menu. When an assembly number is selected in the tree list the parent’s operations list is built and displayed.
To create a route, select the part number or drag it into the assembly list and select it. Then add operations to the list.
The operation list has columns for Operation number, Work centre, Operation instructions, Standard engineering text code, Set time hours, Run time and Lag time hours and set and run costs. At the bottom of the list the calculated parent lead time and time and cost totals for the entire process route are provided. Alternative Operations are not included in the totals.
|
Field |
Description |
|---|---|
|
Parent Part Number |
Process Routes. Parent part number. {PROFILE.PROPTNO char 18} Within an MRP environment all manufactured assemblies should have process routes unless they are Phantom or Outwork type assemblies. |
|
Parent Description |
Parts Master. Part description. {PTMFILE.PTMDESC char 30} |
|
Parent Stock Units |
Parts Master. Standard stock unit of measure. {PTMFILE.PTMSTUM char 6} |
|
Parent Re-Order Quantity |
Parts Master. Re-order quantity. {PTMFILE.PTMREQT number 3dp} |
|
Assembly Tree |
Assembly and sub-assembly tree. Click on the expander to show sub-assemblies. Click on the icon or part number to list operations. If you move the mouse over the tree list, there is a context menu (right-click) which contains the following functions:
|
|
Operation List |
List of operations for the selected parent part. Normal In-House Operations are marked with a |
|
Batch Set Hours |
Total set hours for all operations for any batch size. Outwork operations are ignored. |
|
Batch Run Hours |
Total runtime hours for all operations, assuming minimum order qty batch size. Outwork operations are ignored. |
|
Batch Lag Hours |
Total lag hours for all operations for any batch size. |
|
Operational Cost |
The parent unit value of operational costs based on times and work centre rates. |
|
Button |
Action |
|---|---|
|
Where-used Icon button |
Loads the higher parents of the selected part, if there are any and they are not already listed. |
|
Clear Tree List button |
Clears all assembles from the tree. |
|
Revert |
Re-reads the modified Bom from file. All changes other than deletes will be lost. |
|
Save Changes |
Saves all component changes and additions to file. Consequential adjustments will also be made. |
|
Cancel |
Aborts the process currently in session. The keyboard equivalent is the Esc key for Windows computers and Command-.(full stop or period) for the Mac. |
|
OK |
The OK button updates the data you have entered, or confirms the selection and/or processes the function you have called. |
The window has 3 tab panes.
Details
This pane is to view the operation details.
|
Field |
Description |
|---|---|
|
Operation Number |
Process Routes. Operation number. {PROFILE.PROOPNO integer} The sequence number 1 through 999 for the individual operation. It is recommended that multiples of 10 are initially specified to provide for additional intermediate operations at a later date.
|
|
Alternative |
Process Routes. Operation is an alternative, not costed and not forward planned. {PROFILE.PROALT boolean}
|
|
Work Centre Code |
Process Routes. Work Centre code. {PROFILE.PROWKC char 4} The work centre where the operation is carried out. The Work centre must be pre-defined in the Work Centre Maintenance window. You can obtain a list of work centres by clicking on the Show button. During edit, double-clicking on a work centre line, that work centre will be applied to the operation. Outwork Operations are marked on the list with a |
|
Show |
Click this button to display a list of alternatives for the field alongside the button. Double-clicking on a list line will enter the value from the list. |
|
Work Centre List |
A list of all available Work Centres. Double-click on a Work Centre line to select it for the operation. |
|
Description |
Work Centres. Description of work centre. {WKCFILE.WKCDESC char 30} |
|
Set Time |
You can use HMSP syntax here. Process Routes. Operation setup time in hours. {PROFILE.PROSETT number 2dpShortnum} (See below) The time in hours it takes to prepare the work centre for a production run. It must be less than 10,000 to 2 decimal places. It should be the time taken from finishing a previous job to the start of preparation for the next operation, less the processing time itself, which will be dependant on the quantity in the production batch. When the parent part is costed the setup time cost in labour and overhead elements is divided by the Minimum Order Quantity, which is assumed to be the normal batch quantity. The default set-up time is that provided in the work centre record. |
|
Run Time |
You can use HMSP syntax here. Process Routes. Operation runtime in hours. {PROFILE.PRORUNT number 4dp} (See below) The time in hours to carry out this operation on each Stock UoM of the Parent part, having setup the Work centre. This should be less than 10,000 to 4 decimal places. The total time for this process operation = Setup time + (Run time x Batch quantity in Stock UoMs). |
|
Lag Time |
You can use HMSP syntax here. Process Routes. Operation lagtime in hours. {PROFILE.PROLEAD number 2dpShortnum} (See below) The delay time provision in hours that is maximum for this operation. For normal Work Centres, it can be either positive or negative. For outwork Work Centres it can only be positive. It’s absolute value must be less than 10,000 to 2 decimal places. This figure is used in Capacity planning to schedule the work centre loading. It does not affect product costing. When the Lag time is zero or positive, the setup for the following operation will be scheduled to start the number of Lag hours after the end of the run processing. If the Lag time is negative, the run time of the following operation will be scheduled to start the absolute number of Lag hours after the start of the run time of this operation. Positive Lag time will include transit time between work centres and other delays such as queuing or drying/cooling, etc.. Negative Lag time, is the time after starting run processing of one operation before the following operation run processing can start. The extent of scheduled operations based on their work centre’s hours per day may be equal to the parent part’s lead time if there are no restrictions to capacity. The default lag time is that provided from the work centre record. Using Lag time has a profound effect on Global Changes Lead Time calculations for the assembly. If you leave a negative Lag Time on the last operation of a route, scheduling will be calculated using zero.
|
|
Change in Mass |
Process Routes. Operation mass change on assembly. {PROFILE.PROMASS number 3dp} If you are using the parts mass field to calculate product weight, you may need to account for mass change during an operation. You should account here for any loss (-ve) or gain in mass during the course of the operation processing with respect to the sum of the masses of the BoM components. |
COSTS: The process route maintenance window shows operation current costs on the list and totals for the entire route below. These values are calculated from the current work centre rates. Setup costs are calculated using the minimum order quantity for the parent part. The minimum order quantity is calculated as 1.000 if less than 1. Costs of operations marked as Alternate are not included in the totals of cost or mass change.
![]() TIP: You can use the optWOHistoryEditPlan option in Settings Maintenance at any level to permit the editing of planned hours in the Log Work Order Performance window. This is useful if you have route operations that are alternates. Typically, if this were the case one operation would have valid hours (the default) and the other would have zero hours set in the route (the alternative). When you use the alternative operation, you need to zero the work history planned hours otherwise these will contribute to the cost of the WO (this is because where no actual hours are set for an operation, the planned hours are costed).
TIP: You can use the optWOHistoryEditPlan option in Settings Maintenance at any level to permit the editing of planned hours in the Log Work Order Performance window. This is useful if you have route operations that are alternates. Typically, if this were the case one operation would have valid hours (the default) and the other would have zero hours set in the route (the alternative). When you use the alternative operation, you need to zero the work history planned hours otherwise these will contribute to the cost of the WO (this is because where no actual hours are set for an operation, the planned hours are costed).
Entering Time Values using HMSP Syntax
The system stores and uses times in decimal hours. 1.5000 hours rather than 1hr 30min. However, you can enter time in a number of different ways that will automatically convert to the equivalent decimal hours when you leave the field.
|
Units |
Syntax |
Example which Converts to |
|---|---|---|
|
Hours |
h or H |
1h30m = 1.5000 |
|
Minutes |
m or M |
20m = 0.3333 |
|
Seconds |
s or S |
3.6s = 0.0010 |
|
Hours:Mins |
: or ; |
1:30 = 1.5000 |
|
Combined |
All |
1:30m36s = 1.5100 |
|
Pieces per hour |
p or P |
100p = 0.0100 |
Texts
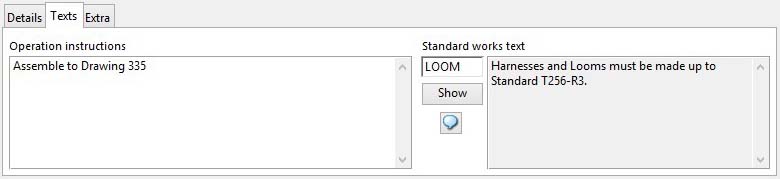
Use this pane to view the operation texts.
|
Field |
Description |
|---|---|
|
Operation Instructions |
Process Routes. Operation instructions text. {PROFILE.PROINST char 10000000} |
|
Standard Works Text Code |
Process Routes. Standard works text code. {PROFILE.PROTXW char 4} |
|
Show |
Click this button to display a list of alternatives for the field alongside the button. Double-clicking on a list line will enter the value from the list. |
|
Standard Text List |
A list of all works standard texts contained in the standard text library. Double-click on a line to select and enter it. |
|
Standard Works Text |
Standard Texts (E,P,S,W). Text. {TXTFILE.TXTTEXT char 10000000} |
Extra

Operation extra text for transfer to finite scheduler software.
|
Field |
Description |
|---|---|
|
Extra Scheduler Text |
Process Routes. Extra information for schedule transfer. {PROFILE.PROXTRA char 10000000} |
|
Button |
Action |
|---|---|
|
Mass Change |
To mass change the extra text, selectively by part and work centre ranges. It opens the Process Route Extra Text Mass Change window |
| See also: – |
Compiled in Program Version 5.10. Help data last modified 4 Jun 2012 04:49:00.00. Class wProMaint last modified 10 Oct 2017 11:48:32.
![]() Reference Contents > Process Routes > Process Route Maintenance
Reference Contents > Process Routes > Process Route Maintenance