Caliach ERP Tutorial
This tutorial is designed for those who are completely new to Caliach Vision ERP and want to know how to use the free Demonstration Software.
Material Requirement Planning
- Demand that Drives Supply
- Forecasting and Production Plans
- Running MRP
- Results and Recommendations
- Creating Orders from MRP Results
- What-If Scenarios
Material Requirement Planning (MRP) is an unduly complicated way of saying “making sure that the right bits are in the right place at the right time“. Note “Right Time which is not necessarily “Just-in-time”, but time is obviously important. A simple stock control system is two-dimensional, in that it has parts/items and quantities of them. MRP adds time as a factor and becomes “Three-dimensional stock control”. Manufacturers know that timing is everything; get it right and you make your desired profit but get it wrong and you could easily end up losing money.
Once you have a working, reliable stock control system (parts by quantity), adding a predictive third dimension requires a number of things:
- A bill of materials. For each manufactured item, a list of components or ingredients and their respective quantities.
- A lead time for each part – typically the working days required to make or buy from a supplier.
- A plan of what you are going to deliver to customers at the end of the process and when they expect to receive the goods.
- Optionally, settings for each part that optimise or vary the re-ordering and stocking to accommodate individual characteristics such as minimum ordering, yield and minimum safety stock.
With this information, the computer can do the number-crunching of what is needed and when it is needed. MRP can be thought of as the tool that helps you decide what to buy and what to make in what quantities and when.
This is not to be confused with Capacity Planning which is a detailed consequential look specifically at the production process and uses process routes to look at the capacity implications on a minute-by-minute basis. We will turn to this in the next tutorial section.
Demand that Drives Supply
For any analysis, there must be a starting point and with manufacturing, in this competitive world, the customer must be regarded as King. MRP starts with demand and recommends appropriate supply. It is what is known as a pull system, in that it assumes that demand must be met on time and pulls the supply-side towards that mandatory objective.
The alternative is a push system which works on the principle that “I have this stock and given out-of-stock purchasing and production times, when could I deliver this product?”. Many businesses, such as make-to-order, work like that but running your business using a pull system has many advantages, for example in minimising stocks.
In Caliach Vision, MRP is a process that you run to produce a set of recommendation that you can act on if you wish. It is a process that looks at the current demand, looks at how that demand can be satisfied and what additional measures are to be taken to fulfil the objectives that have not already been taken. It is regenerative, because each time the process is run, the entire situation is looked at afresh and a completely new set of recommendations created. This means that it is very useful in handling what-if questions. For example, if we get this order, what impact will this have on cash-flow?
What is demand? Is it the marketing executive saying that they expect to sell 20 at the next exhibition or is it a customer signing a contract and paying a deposit? The answer, of course, is that a MRP process, if it is to be really useful, must be in a position to accommodate many forms of demand under many different circumstances and for many different purposes and often, all at the same time.
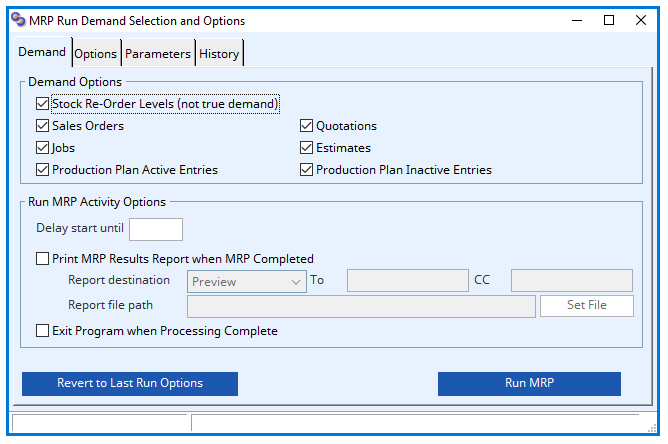
With Caliach Vision, you can control what constitutes “Demand” each time you run MRP to produce a set of recommendations. You can see this in the programme by operating Process→Material Planning→MRP Processing.
In addition to the gross controls of Sales Orders, Jobs, etc., demand can be refined using “Ignore” as MRP Demand flags an individual SO or Job line. Purchase and Work Orders also have an Ignored by MRP control that in this case means that the supply from them should not be included in the predicted supply situation, however, demand for any components needed by them will be accommodated. This is useful when you want to make something where there is no external demand, for example a prototype.
Forecasting and Production Plans
What happens when confirmed orders on the system at any one time do not provide a full picture of demand far enough into the future? You may also have some purchased items on long lead times, so long in fact that just working backwards from a normal SO delivery date would never give you enough time to order from the supplier.
When this is the case, and it is very common, there are two ways of handling the situation. Firstly, you could simply hold large stocks of long-lead items so that there was always going to be enough to satisfy short-term demand but this is inefficient and expensive and you are likely to get it wrong with a natural tendancy to overestimate. If you have a lot of parts like this and know of volatility in their use, the cost could very well be significant. A better way to deal with this is to simulate future demand on the system and let MRP work harder but handle both the long-lead items and short-term requirements together.
To accommodate this, Caliach Vision provides for Production Planned items (shortened to Plan). These are simply a list of parts with a quantity and date and are there to represent additional factory output. You can think of such items as SO lines yet to have customers. Production Plan items can be either Active or Inactive allowing for flexibility in doing what-if assessments. You can set these up directly using the Process→Material Planning→Production and Plan menu function.
A more powerful way of working though is to use Forecasting. Forecasts are not directly used as MRP Demand but are a way of generating Production Plan entries, and therefore MRP Demand, taking account of the direct sales orders already recorded for the product. For example, say we forecast that in 6 weeks time we will sell 20 of a product. Currently though, we already have customer commitments for 8, therefore an appropriate production plan entry for that week would be 12. Next time we look, more customer commitments may have been made, so the production plan quantity should be less. Generating a Production Plan from a Forecast therefore accommodates sales orders as they dribble in from customers and prevents potential duplication of demand.
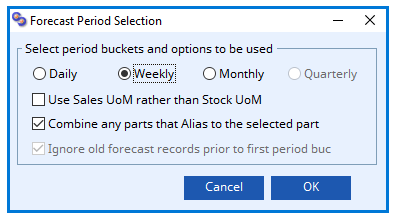
Operate Process→Material Planning→Forecast and Auto-Plan. You will be asked to select a time-bucket for the forecast and other options. Choose weekly, and confirm with an OK. You will then be offered a part selection dialogue in which you should use the arrow buttons to navigate to AHD00080. You could also use the ScratchPad or simply type in the part number. Confirm with an OK.
The Forecast and Auto-Plan window will show a listing with a row for each time bucket, in this case weekly. The analysis looks for direct demand and supply and shows any previously created forecast and production plans. You should see under the Direct Demand column, a week with a quantity of 35. This will be our previously created sales order for which we have dispatched 5, leaving a balance due of 35.
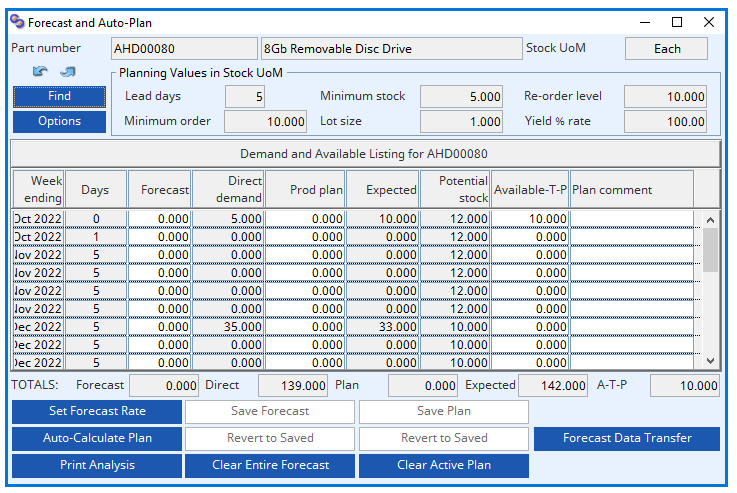
Let us suppose that another customer has told us that he is likely to place an order of 15 for delivery in that week which would mean that we “forecast total dispatches that week” of 50. Enter 50 in the Forecast column on the same line as the 35. Now click on the Auto-Calculate Plan button. You can now Save Forecast and Save Plan. What you have done is to say that you expect to sell 50 units in the week for which you already have commitments in the form of sales orders for 35. A Production Plan for 15 has therefore been created which will load extra demand to the sales order(s) when MRP is run. When you get nearer the time and book further sales orders, running the auto-plan function will appropriately reduce the production plan quantity until all of it is fully satisfied with orders.
In summary, it is better to work with forecasts of dispatches so that a production plan can be created that takes into account what has already been ordered by customers. The example just completed in this exercise is not typical. More often there are many sales orders for which supply is at least partially already accommodated in the short-term. Using time-bucket forecasting helps to simplify the process of generating a production plan that will make the manufacturing process stable and hence more efficient.
There is another approach to forecasting that you can take. You can enter a Customer Forecast by operating Process→Material Planning→Customer Sales Forecast. In this case you select a customer and then add parts by dragging them from the Parts ScratchPad and enter forecast quantities in the grid. As with the parts-based forecasting, the objective is to generate an auto-plan. If you select weekly time-buckets and the customer ALW001 you will see an example.
Running MRP
Now it is time to run Material Requirement Planning. Operate Process→Material Planning→MRP Processing. The window that opens controls the MRP process and allows you to set options. The options will default to the settings that were used the last time it was run. The most important of the choices you must make are with the demand options. You should check the following: Stock Re-order Levels, Sales Orders and Jobs and Production Plan Active Entries. Now click on the Run MRP button and confirm the messages. The process will take a minute or two.
An Alert Message window will open which will progressively report activity. Once stock and order information is collected, each part’s projected stock movements are calculated and where re-stocking is needed, an order recommendation is made. Where the part is made from others, such lower level components are loaded with dependent demand. The final result is a full three-dimensional table of part projected movements including recommended re-stocking orders.
Results and Recommendations

Operate Process→Material Planning→Review MRP Results. Click on the up arrow button to view the results for the part AHD00080. Unlike most other lists like this one, you cannot re-sort it by clicking on the column heading. This is true only for selection by part as it would be meaningless unless sorted by date.
MRP results have an Adjustment number 0 through 5 which if non-zero indicates the action MRP is recommending you take. There is also a Type letter that indicates the type of part or status of WO. At the bottom of the window is an index to these adjustments and types. You will notice that the first line has an adjustment of 4, which indicates that MRP is recommending the placing of a Shortage Order. Unlike a normal order recommendation, a shortage order is one where MRP has found that there is insufficient lead time available for a normal order. The reason for this is that the day starts with an inventory quantity of 2, but 201 are needed to be shipped (direct demand from SOs, Jobs, Plan entries, etc.) and 1 is needed for a higher assembly (dependent demand, needed as kit items for a higher assembly). That means there are 200 short, however this part has a minimum level of 5, therefore MRP recommends a delivery of 205 (MRP delivery column) so that after the day’s activity, 5 remain in stock. Because the date is the current day, the order must be placed on the same day, hence a shortage order. Shortage orders are always placed on the date MRP is run. They can be thought of as emergency orders.
On the next line there is no demand but MRP is recommending that a normal order be placed for 10. This is because the starting quantity of 5 is below re-order level and the minimum order quantity is 10, so the stock, after delivery will be 15, which is shown in the third line. The next order is for 57 and so it goes on.
MRP plans to:
- Set order deliveries such that stock never falls below minimum level (sometimes known as safety stock).
- Set order placement recommendations in accordance with the lead times and the required delivery and in a quantity appropriate to the yield.
- Never order less than minimum order quantity and round up in units of the lot size.
- To end with a re-order level quantity in stock, or as close to it as possible.
You can use this window to view results not just by part but by date, adjustment or reference.
A useful supplementary tool to use here is Fuzzy Pegging ?. Pegging is the term used for a computerised system of recording the exact source of demand for any supply suggested by MRP. Some systems provide this but in most typical multi-level BoM product environments, the computer power and storage needed for this supplementary information is so large as to be uneconomic. Caliach Vision therefore provides a form of pegging that effectively suggests a source of the demand without the exact detail of true pegging. We call it fuzzy pegging. Clicking on the button opens a window that shows the probable source of demand for any part and interactively operates with the ScratchPad, BoM Listing, and MRP Results Review windows.
Creating Orders from MRP Results
As we have learned earlier, MRP is a process that projects supply needs from product demand on the manufacturing process. The next thing to do after processing MRP is to act on its recommendations by raising Purchase and Works Orders for materials and assemblies needed. Caliach Vision provides semi-automatic functions to streamline this process.
The Process→Material Planning→Create POs from MRP Results and Create WOs from MRP Results menu functions are used to create POs and WOs from the recommendations made by MRP. Any suggestions from MRP can be modified but in most circumstances, once part planning values are sensible and BoMs and inventory are reliable, most components and assemblies can be ordered without any significant intervention by planners. This can dramatically reduce the workload on those responsible for purchasing and production planning. Instead of slogging through loads of routine orders, these can be processed in only a few clicks of the mouse and attention can be levelled at the few problematic or high value parts.
What-If Scenarios

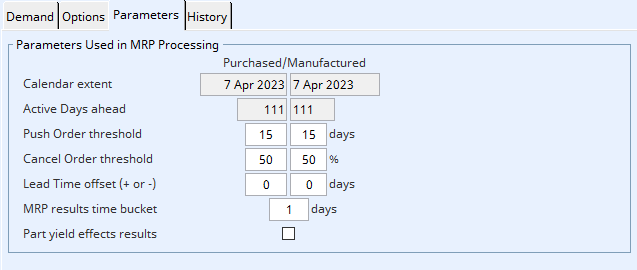
Of course, such a powerful tool is not only useful with a business’s daily activities, it is also extremely useful in projecting what would happen if circumstances changed. Besides the selection of alternative demand options, Caliach Vision has a number option that can be chosen to simulate special circumstances and further, the user can choose to adjust a number of processing parameters which effect the outcome of MRP projections and recommendations.
Because MRP recommendations can be included for production capacity planning analysis, which we will explore in the next section of the tutorial, such flexibility can be used to explore such things as staff recruitment needs and capital plant investment strategies.
As an example, a financial planner could take a copy of the database offline, add in a loaded forecast and explore the point at which a particular piece of production equipment needed to go onto two-shift working. They would be able to make precise judgments well in advance so that there was plenty of time to make arrangements efficiently and economically. Such is the power of an effective manufacturing ERP system.
MRP ensures the right bits are in the right place to achieve customer satisfaction in the most cost-effective way. Capacity Planning is the predictive analysis of what will happen on the production shop floor. It is this that we now turn our attention to in the next section of the tutorial.